Qalîteya birrîna bevel diyar dike ka perçeya xebatê dikare bi zexmî were welland kirin.Kulîlkên birrîna metalên kevneşopî bi gelemperî bi zivirandin, plankirin, şînkirin, rijandin û rêbazên din têne çêkirin.Parçeya xebatê ya birrîn bi gelemperî xwedan nîşanên birrîna kûr, deformasyona germî ya mezin, valahiya mezin û goşeya kemerê ya winda ye.Pêvajoya paşîn a paşîn dijwar e.Û pêvajoya kevneşopî bêhêz e, karbidestiya hilberîna kêm e, nikare hewcedariyên qutkirina bevel-a bilind bicîh bîne.Serîlêdana alavên qutkirina lazerê ya sê-alî ya pênc-alî di hilberandina parçeyên metal de serkeftinek mezin bi xwe re aniye, ku çêtir hewcedariyên birrîna keştiyan, asmanî, hilberîna otomotîvê, makîneyên endezyariyê û yên din ên piştgirî yên beşên sê-alî yên têkildar peyda dike.Pêvajoya avêtinê wiha ye.
1. Birîna birêkûpêk a bevel plakaya stûr
Grooving piştgirî dide birrîna lewheyên metal ên heya 30 mm stûr;plakaya qutkirina lazerê li gorî pêvajoya plakaya kevneşopî ya kevneşopî, stûrbûn bi girîngî zêde dibe, ji pargîdaniyan re dibe alîkar ku qada pêvajoyê û senaryoyên serîlêdanê berfireh bikin, û bi girîngî kargêriya hilberînê baştir bikin.
2. Hilberîna stabîl û pêvajoyek hevîrê
Zeviyên birrîna kevneşopî bi hêsanî ji hêla faktorên derveyî ve têne bandor kirin, ku di encamê de pêvajoya birrîna ne aram û kalîteya nehevseng a parçeyên hilberandinî, dibe sedema hilberîna kêm;bikaranîna alavên lazerê ji bo birrîna bevel dikare bi bandor rastbûna birrîna, qalîteya birrîna stabîl misoger bike û xeletiyên pêvajoyê kêm bike.Ew ji bo pêvajoyek komê ya parçeyên groove minasib e.
3. Piştgiriya birrîna pir-slot
Serê birrîna lazerê ya sê-alî ya pênc-alî dikare li gorî stûrbûna materyalên cihêreng û hewcedariyên weldingê eksa alavan bi rêkûpêk kontrol bike, rêbaza birrîna rêzê ya kevneşopî bişkîne, piştgirî bide K, V, Y, U, X û celebên din ên birrîna Slotting. Teserûfkirina pêvajoyên hilberînê, qutkirina zero-gapê da ku dijwariya weldingê kêm bike û karbidestiya hilberandina pelê metalê baştir bike.
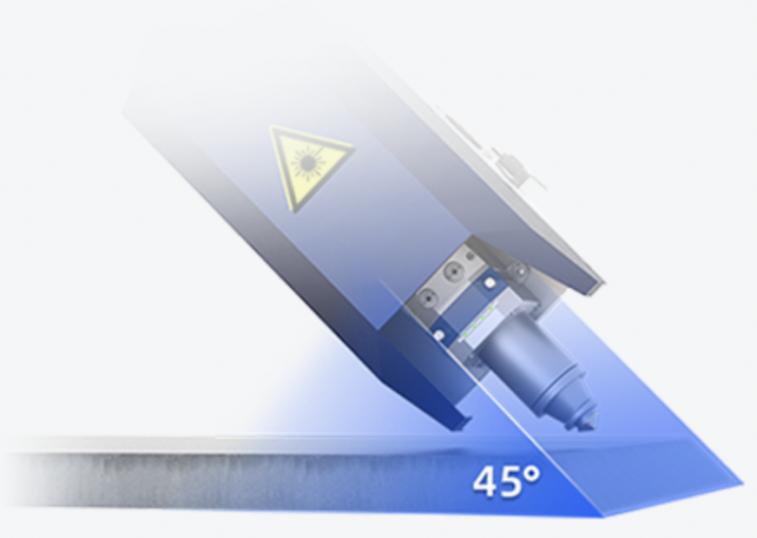
4. Kalîteya grooving çêtir bikin
Serê birrîna lazerê ya 3D ya pênc-texsî, dikare rûbera şeklê 3D ya perçeya xebatê bibire û bibire;Piştgiriya herî zêde 45 ° grooving yek-car çêdibe, ne pêvajoyek duyemîn.Parçeya xebatê dikare rasterast ji bo welding were bikar anîn, bi bandor li şûna pêvajoya darvekirin û qutkirina mirinê ya kevneşopî, çerxa hilberînê kurt bike û lêçûnên hilberînê kêm bike.
5. Kêmkirina mesrefa pêvajoya groove
Pêvajoya parçeyên groove ya kevneşopî di pêvajoya birrîn û paqijkirinê de gelek beşdarbûna destan hewce dike;karanîna alavên lazerê ji bo birrîn dikare ji pargîdaniyan re bibe alîkar ku bi bandor lêçûnên kedê û veberhênana demê kêm bikin, bi bandor pirsgirêka jimartina dijwar çareser bike û lêçûnên hilberînê xilas bike.
Dema şandinê: Dec-27-2022